Nothing derails a weld joint faster than a rod that sputters, sticks, or leaves slag you have to chisel off. A reliable 7018 low-hydrogen electrode should strike easily, burn smooth, and deposit clean metal that passes a visual or X-ray inspection — whether you are repairing a tractor hitch or building a structural beam.
I’m Mohammad Maruf — the founder and writer behind Gardening Beyond. I’ve spent countless hours comparing tensile strength ratings, flux compositions, packaging quality, and real-world arc characteristics across dozens of 7018 electrode listings to isolate the rods that actually deliver on their 70,000 PSI promise.
This guide filters the noise down to five proven options so you can pick the 7018 welding rod that fits your amperage range and project demands without overpaying for a branded tube.
How To Choose The Best 7018 Welding Rod
7018 electrodes are a low-hydrogen, iron-powder flux rod designed for high-strength, crack-resistant welds on medium-to-high-carbon steels. Picking the right one hinges on three factors: diameter-to-amperage match, storage/packaging integrity, and tensile strength verification.
Diameter and Amperage Compatibility
A 1/8″ rod typically runs between 110 and 160 amps and suits material 1/8″ and thicker. The 3/32″ diameter needs 75 to 110 amps and works better for thinner steel or out-of-position welds. Running too hot blows through the base metal; too cold causes slag inclusions and poor fusion. Match the rod to your welder’s output curve and the material thickness you weld most often.
Flux Integrity and Packaging
7018 flux absorbs moisture from the air, which introduces hydrogen into the weld and leads to cracking. Factory-sealed, vacuum-packed plastic tubes preserve low-hydrogen properties. Loose cardboard boxes or crushed containers often leave rods with chipped or damp flux. Inspect the packaging description — sealed tubes with moisture barriers outperform budget sleeves every time.
Tensile Strength and Application Scope
All genuine E7018 rods deliver 70,000 PSI minimum tensile strength, but real-world chemistry varies slightly between brands. Rods optimized for structural steel (I-beams, shipbuilding) emphasize X-ray quality and low spatter. Farm-and-DIY rods prioritize slag release and restart ease. Buy the brand that matches your primary use case — a rod that wins on a pipeline may frustrate on a repair bench.
Quick Comparison
On smaller screens, swipe sideways to see the full table.
| Model | Category | Best For | Key Spec | Amazon |
|---|---|---|---|---|
| Hobart 770479 1/8-10lbs | Premium | Structural & shop work | 70,000 PSI, Made in USA | Amazon |
| TOOLIOM E7018 3/32″ 10LB | Premium | All-position & thin steel | 10 lb, 3/32″ diameter | Amazon |
| Forney 30805 1/8-Inch | Mid-Range | General AC/DC repair | 150 Amp capacity | Amazon |
| Blue Demon E7018 1/8″ 5LB | Mid-Range | Farm & home DIY | 5 lb plastic tube | Amazon |
| Hobart 770482 3/32-5lbs | Mid-Range | 110V welder jobs | 3/32″, 5 lb box | Amazon |
In-Depth Reviews
1. Hobart 770479 7018 Stick, 1/8-10lbs

Hobart’s 10-pound pack of 1/8″ 7018 rods represents the gold standard for structural and shop-floor welding. The low-hydrogen flux burns with a stable arc that users consistently describe as smooth, and slag peels away in clean sheets without excessive chipping. The 70,000 PSI tensile rating is backed by consistent chemistry batch after batch, making it a reliable choice for beams, heavy equipment repairs, and any joint that must pass a visual or dye-penetrant test.
The 1/8″ diameter requires around 120–150 amps on DC+, which aligns perfectly with mid-range shop welders and most engine-driven units. Users report clean restarts even after the rod cools, a feature that saves time on multi-pass welds. The packaging is a simple cardboard box — adequate for short-term storage, but serious fabricators will want to keep these in a rod oven to maintain moisture protection.
The biggest practical complaint is occasional flux damage during shipping; about 6–7 rods per box may arrive with chipped ends. This is common with cardboard packaging and not a reflection of the rod’s metallurgy. For the premium price, the arc quality and slag release justify the investment for anyone who prioritizes weld integrity over per-rod cost.
What works
- Exceptionally smooth arc and easy slag removal
- Made in USA with consistent 70k PSI chemistry
- Excellent restart characteristics for multi-pass jobs
What doesn’t
- Cardboard box offers minimal moisture protection
- Some rods arrive with flux chipped in transit
- Premium price compared to budget 5 lb tubes
2. TOOLIOM E7018 Low Hydrogen Welding Rod 3/32″ 10LB
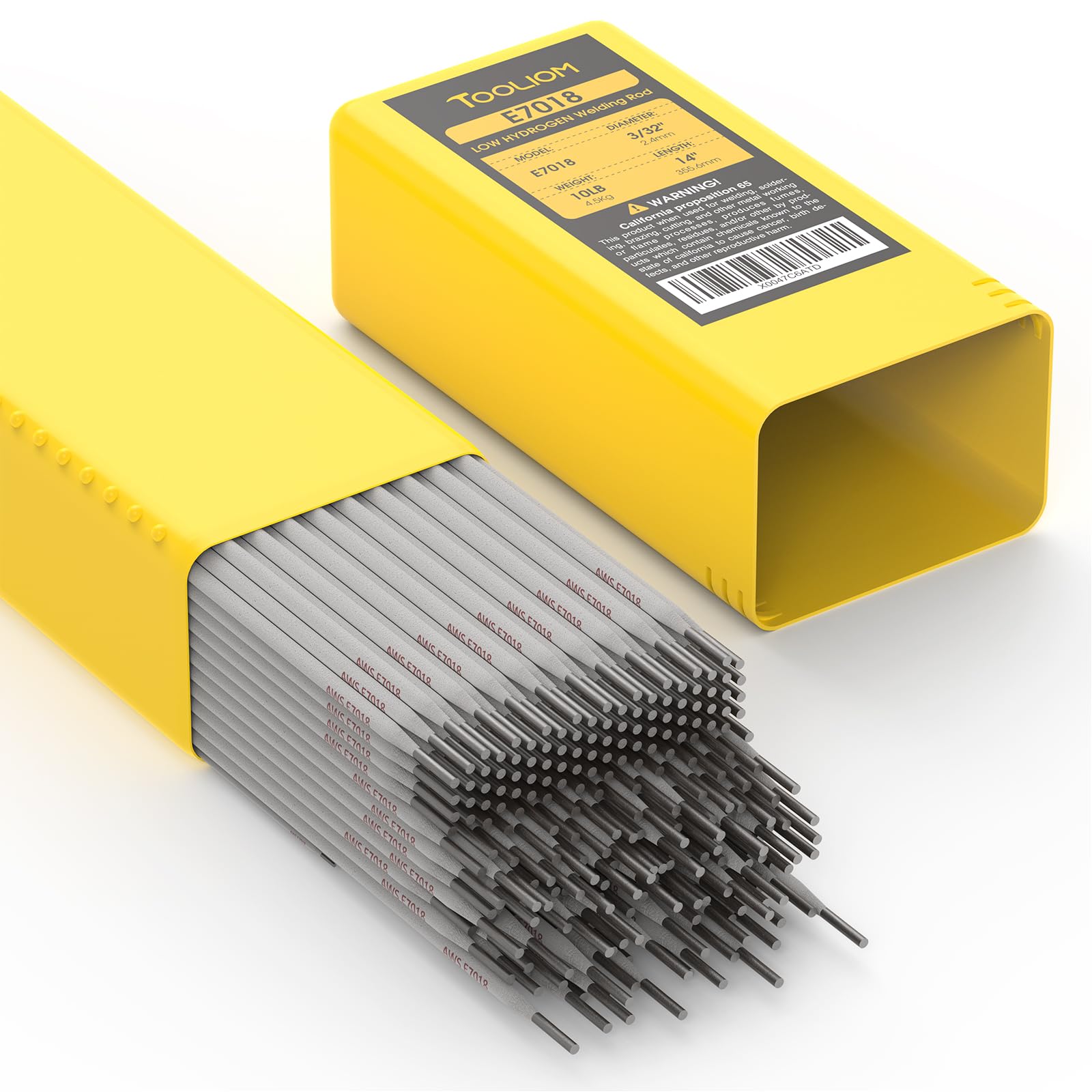
TOOLIOM’s 3/32″ 7018 rods deliver an excellent balance of arc stability and value for the smaller-diameter enthusiast. User feedback emphasizes that 8 out of 10 rods light up without hesitation, a strong sign of consistent flux formulation and proper sealing during manufacturing. The low-hydrogen iron-powder flux is designed for AC and DC current, making it compatible with everything from a 110V buzz box to a 220V industrial machine.
The 3/32″ size is ideal for thin-to-medium carbon steel (1/8″ to 3/16″), out-of-position overhead welds, and pipe work where precise puddle control matters. Rods run quietly at 80–110 amps, producing aesthetic bead profiles with low spatter. The 10-pound count gives a solid working supply without committing to a full 50-pound canister.
The plastic tube container provides decent impact protection, though several users note that rough shipping can crack one end of the tube and break a few rod tips. The brand is relatively new compared to legacy names, but the batch-to-batch consistency so far competes well with established mid-tier offerings. If you need a reliable 3/32″ rod for all-position work at a reasonable per-rod cost, this is a strong contender.
What works
- Reliable arc initiation on AC and DC machines
- Great all-position performance for thin steel
- Plastic tube protects rods better than cardboard boxes
What doesn’t
- Plastic endcap can crack in shipping
- Newer brand without long-term reputation data
- Not ideal for thick structural plate over 1/2″
3. Forney 30805 7018 Welding Rod, 1/8-Inch

Forney’s 5-pound tube of 1/8″ 7018 rods has been a hardware-store staple for decades, and the latest production runs continue to deliver reliable performance for general AC repair welding. The 150-amp capacity covers most common farm and shop tasks — 3/16″ wall pipe at 120 amps produces good penetration and easy puddle control, with slag that peels off in one piece without hammering.
The rod runs best on DC+ if available, but AC performance is serviceable as long as your welder has high open-circuit voltage. Users with lower-OCV machines may struggle with arc restarts between tacks — a quick pass over a sandpaper block cleans the tip and solves the issue. The plastic tube packaging is a step above cardboard, keeping flux intact better than the basic sleeve.
The chief drawback is packaging quality control: the inner plastic wrap is often loosely wadded, and some tubes arrive without a moisture-absorbing desiccant pack. This doesn’t affect rods stored in a dry shop, but anyone welding in humid environments should transfer these rods to a sealed container with a desiccant. For the price and availability at local retailers, these rods are a solid fallback or daily driver for intermediate welders.
What works
- Smooth bead at 120A on DC+ for 3/16″ material
- Slag peels cleanly without excessive chipping
- Widely available at hardware stores for quick pickup
What doesn’t
- Arc restart can be finicky on low-OCV welders
- Inconsistent inner packaging — no desiccant included
- Not recommended for low-voltage AC power sources
4. Blue Demon 7018 X 1/8″ X 14″ X 5LB

Blue Demon’s 1/8″ tube delivers a compelling value proposition for farm and home DIY welders who need a capable rod without paying for a premium badge. The vacuum-sealed plastic packaging keeps the low-hydrogen flux dry right out of the box, eliminating variability caused by warehouse humidity. Users consistently report that the slag chips off easily, and welds on mild steel farm equipment show good penetration and solid bead appearance.
The rod runs on AC or DC and is formulated for cold-rolled steels that often exhibit porosity with conventional electrodes. At 120–140 amps on DC+, it handles repairs on tractor brackets, trailer hitches, and gate hinges without issues. The 5-pound tube is a convenient size for occasional users who don’t want a 10-pound commitment.
The trade-off is higher spatter compared to typical low-hydrogen rods. Some users note that the arc is a bit aggressive on initiation, requiring a steady hand during the first second of the weld. The restart performance is adequate but not as clean as premium Hobart or Lincoln rods. For the per-rod cost and the peace of mind from vacuum packaging, this is the smart pick for budget-conscious welders who still want consistent results.
What works
- Vacuum-sealed tube protects flux from humidity
- Great penetration on cold-rolled and mild steel
- Slag pops off easily for quick cleanup
What doesn’t
- Higher spatter level than premium 7018 rods
- Arc starts aggressively — requires steady technique
- Restart quality is average for the category
5. Hobart 770482 7018 Stick, 3/32-5lbs

Hobart’s 3/32″ 5-pound box is a logical entry point for welders stepping down to a smaller diameter for thin-gauge work or 110V machines. The low-hydrogen flux burns with the same general chemistry as the larger 1/8″ Hobart rods, giving 70,000 PSI weld metal with decent puddle fluidity. On a 110V welder at 90 amps, these rods produce usable beads on 1/8″ and 3/16″ material as long as you dial in the settings correctly.
The chief limitation is inconsistent arc striking. Multiple users report that the rod does not light off as easily as competing brands in the same diameter — it often takes a scratch or two before establishing a stable arc. Once the arc is running, the weld quality is fine, with slag that comes off clean. The box packaging does not include a moisture barrier, so storing these rods in a dry environment or dedicated rod oven is essential.
Several users experienced flux damage during shipment, with a few rods arriving with broken flux coating. This is a packaging issue rather than a rod defect, but it reduces the usable count in an already small 5-pound box. For the price point, these rods are adequate for low-volume repair work but struggle to match the consistency of better-packaged alternatives in the same price tier.
What works
- Good weld quality once arc is established
- Suitable for 110V welders at ~90 amps
- Hobart brand quality in a smaller diameter
What doesn’t
- Arc striking is inconsistent — needs multiple attempts
- Fragile cardboard box offers no moisture protection
- Some rods arrive with chipped flux coating
Hardware & Specs Guide
Diameter and Amperage Charts
3/32″ rods operate best between 75 and 110 amps. 1/8″ rods need 110 to 160 amps. Using a rod too large for your machine’s output causes cold welds with slag inclusions; too small and you risk burn-through on thin wall sections. Always match the rod diameter to your base metal thickness and your welder’s continuous duty cycle at the required amperage.
Flux Chemistry and Storage
E7018 flux contains iron powder and a low-hydrogen binder. The coating must be dry to prevent hydrogen from entering the weld pool and causing underbead cracking. Manufacturers recommend storing rods at 250–300°F in a rod oven if opened. Vacuum-sealed plastic tubes preserve moisture resistance for months; cardboard boxes do not. Inspect flux for cracks or chips before striking an arc.
FAQ
Can I use 7018 rods on a 110V welder?
How do I dry out 7018 rods that got wet?
What does the E in E7018 stand for?
Final Thoughts: The Verdict
For most fabricators and repair welders, the 7018 welding rod winner is the Hobart 770479 1/8-10lbs because it delivers a smooth, consistent arc with clean slag removal — the hallmark of a premium low-hydrogen rod at a fair per-rod price. If you need a smaller 3/32″ rod for all-position thin steel work, grab the TOOLIOM E7018 3/32″ 10LB. And for budget-conscious farm and home DIY jobs where vacuum-sealed packaging matters more than arc refinement, nothing beats the Blue Demon E7018 1/8″ 5LB.